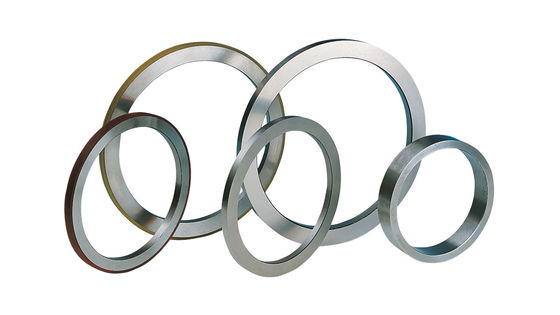
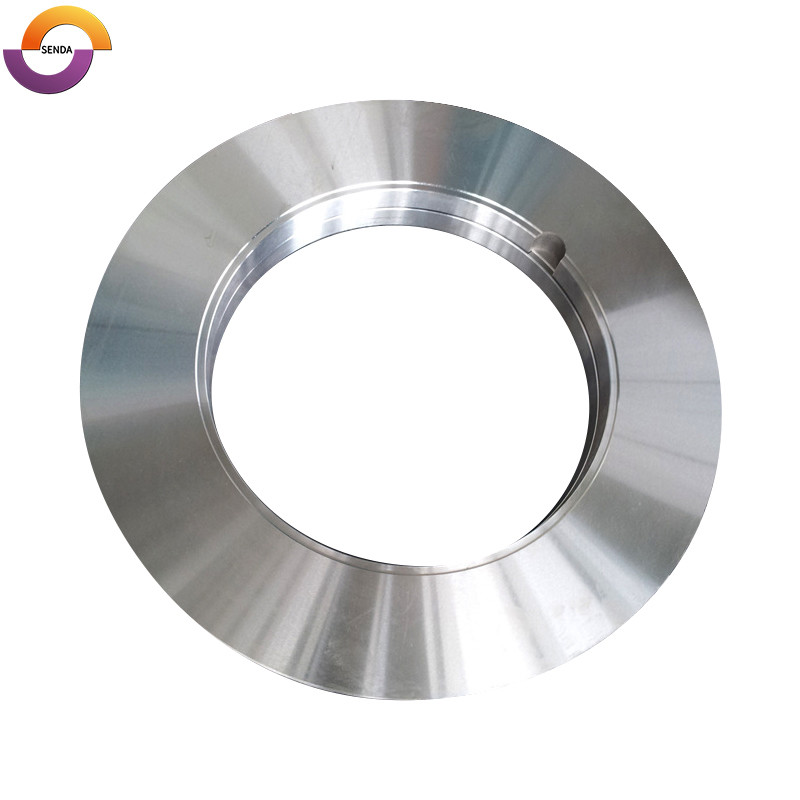
Las cuchillas cortadoras rotativas SENDA están diseñadas para el corte longitudinal de bobinas, láminas y tiras de acero laminado en caliente enfriadas. Las hojas están montadas en los ejes superior e inferior de una línea de corte longitudinal. Se utilizan un espacio horizontal controlado y una superposición de cuchillas para cortar continuamente una bobina ancha de acero en tiras más estrechas.
Las palas se pueden personalizar según dibujos técnicos, dimensiones de pala existentes o muestras físicas. El material de la hoja, la dureza, la precisión dimensional y las herramientas de soporte se seleccionan de acuerdo con el espesor del acero laminado en caliente, la resistencia a la tracción, la velocidad de corte, las condiciones de la máquina y los problemas de corte actuales.
Especificaciones del producto principal
|
Parámetro
|
Especificación
|
| Nombre del producto |
Cuchillas cortadoras rotativas |
| Otros nombres |
Cuchillas cortadoras en espiral, Cuchillas cortadoras circulares, Cuchillas cortadoras rotativas |
| Solicitud |
Corte longitudinal de bobinas, láminas y flejes de acero laminado en caliente. |
| Grosor de corte |
0,1–24 mm |
| Materiales disponibles |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| Dureza del acero para herramientas |
HRC 62–64 para especificaciones de acero para herramientas aplicables |
| Diámetro exterior máximo |
600 milímetros |
| Tamaño de ejemplo |
6.000″ DE × 3.000″ DI × 0.375″ T |
| Tolerancia del diámetro interior |
+0,02 milímetros |
| Concentricidad |
≤0,02 milímetros |
| Tolerancia de espesor |
Hasta ±0,001 mm, dependiendo del diámetro de la hoja |
| Rugosidad superficial estándar |
Ra 0,2 µm |
| Rugosidad de la superficie pulida |
Hasta Ra 0,1 μm para los tamaños aplicables |
| Velocidad de referencia de la industria de calibre delgado |
Hasta aproximadamente 305 m/min |
| Personalización |
Según planos, dimensiones o muestras. |
| Cantidad mínima de pedido |
2 piezas |
| El tiempo de entrega |
30–35 días |
El tamaño de ejemplo enumerado no es una especificación estándar fija. El diámetro exterior, diámetro interior, espesor, material, dureza y tolerancias finales se fabrican de acuerdo con el dibujo aprobado y las condiciones de corte reales.
Aplicaciones para el corte longitudinal de acero laminado en caliente
Estas cuchillas cortadoras rotativas se utilizan principalmente en:
- Corte longitudinal de bobinas de acero laminado en caliente
- Corte de chapa de acero laminada en caliente
- Producción de flejes estrechos laminados en caliente
- Centros de procesamiento de bobinas de acero
- Centros de servicio de acero
- Recorte de bordes de chapa laminada en caliente
- Líneas continuas de corte longitudinal con múltiples cuchillas
Este producto está destinado a acero laminado en caliente que haya completado el proceso de laminación y enfriado. No está diseñado para operaciones de corte de acero al rojo vivo, cizalla al aire en caliente ni operaciones de corte a medida a alta temperatura en una línea de laminación en caliente.
Problemas comunes en el corte longitudinal de acero laminado en caliente
El espesor, la resistencia, la escala de la superficie y la carga de corte del acero laminado en caliente afectan la selección del material de la hoja, la dureza y los parámetros de las herramientas. La configuración incorrecta de la hoja o de las herramientas puede provocar:
|
Problema común
|
Resultado típico
|
| Rebabas excesivas |
Rebabas continuas o localizadas a lo largo del borde de la hendidura. |
| Deformación del borde |
Bordes de tira enrollados, comprimidos o deformados |
| Astillas de cuchilla |
Astillas localizadas, microfisuras o daños en los bordes |
| Desgaste rápido de la hoja |
Rápido embotamiento de los bordes y reafilado más frecuente |
| Desgaste desigual de la hoja |
Diferentes índices de desgaste entre cuchillas superiores, inferiores o adyacentes |
| Variación de ancho |
Variación dimensional en las tiras terminadas. |
| Atasco de cuchillo |
Interferencia durante la instalación u operación de la hoja |
| Desmontaje inestable |
Dificultad para guiar o separar las tiras cortadas. |
Estos problemas no siempre son causados únicamente por el material de la hoja. El espacio libre horizontal, la precisión del eje, el paralelismo de la hoja, la acumulación de espaciadores, las condiciones de instalación y la configuración de desmontaje también pueden afectar el resultado del corte.
Por qué se producen rebabas y resultados de corte anormales
Diferentes resultados de corte pueden indicar diferentes áreas que deben revisarse.
|
Resultado de corte
|
Dirección de inspección
|
| Rebabas completamente irregulares en todas las tiras |
Verifique la precisión de la máquina cortadora y el conjunto completo de herramientas. |
| Las tiras pares o impares no se pueden separar completamente |
Verifique la alineación del hombro del eje y la holgura del primer par de hojas |
| Aparecen rebabas regulares en el mismo lado de las tiras. |
Verifique la posición de desmontaje, el hombro del separador y la holgura inicial. |
| Rebabas continuas a lo largo de toda la longitud de la tira. |
Comprobar el descentramiento del eje y el paralelismo de las cuchillas. |
| Algunas tiras son aceptables mientras que otras siguen siendo defectuosas. |
Verifique el error acumulado de la hoja y el estado de la superficie de la hoja |
| Rebabas excesivas y regulares en ambos lados de todas las tiras. |
El espacio libre horizontal puede ser demasiado grande |
| Compresión regular en ambos lados de todas las tiras. |
El espacio libre horizontal puede ser demasiado pequeño |
Por lo tanto, los problemas de corte de acero laminado en caliente deben evaluarse verificando las hojas, los ejes, los espaciadores, el espacio libre y la condición de instalación en conjunto, en lugar de simplemente aumentar la dureza de la hoja.
Materiales de hoja para diferentes espesores de acero laminado en caliente
SENDA selecciona los materiales de las hojas según el espesor del acero laminado en caliente, la resistencia a la tracción, el estado de la superficie y los requisitos reales de corte.
|
Espesor del acero laminado en caliente
|
Materiales de hoja disponibles
|
| <3,0 mm |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3,0–6,0 mm |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6,0 milímetros |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 y LS13
LS7, LS6 y LS13 se seleccionan según el rango de espesor del acero laminado en caliente:
- LS7 se puede utilizar en los tres rangos de espesor principales.
- LS6 se utiliza principalmente para acero laminado en caliente de menos de 6,0 mm.
- LS13 se utiliza principalmente para acero laminado en caliente de más de 3,0 mm.
SKD11, D2 y Cr12MoV
SKD11, D2 y Cr12MoV son categorías de materiales de acero para herramientas que se pueden utilizar para diferentes espesores de acero laminado en caliente. La selección final depende de la resistencia de la tira, la escala de la superficie, la carga de corte, la velocidad de corte y el riesgo de astillado.
HSS
HSS está disponible como categoría de material de acero de alta velocidad para diferentes rangos de espesor. El grado HSS específico se selecciona de acuerdo con las condiciones reales de corte.
SD-51 y SD-56
SD-51 y SD-56 se pueden utilizar para aplicaciones laminadas en frío y en caliente. La selección final todavía depende del espesor de la banda, la resistencia y los parámetros de la máquina.
Equilibrio entre dureza y tenacidad de la hoja
HRC 62–64 está disponible para las especificaciones de hojas de acero para herramientas aplicables, pero este rango de dureza no debe aplicarse de manera uniforme a todos los materiales de hoja.
La dureza final depende de:
- Material de la hoja
- Espesor del acero laminado en caliente
- Resistencia a la tracción
- Condición de escala de superficie
- Diámetro exterior y espesor de la hoja
- velocidad de corte
- Carga de vanguardia
- Riesgo de astillado
Una mayor dureza puede favorecer la retención de los bordes y el control del desgaste, pero también se debe considerar la dureza de la hoja para tiras más gruesas, mayores cargas de corte o condiciones de impacto.
Por lo tanto, el material de la hoja y los parámetros del tratamiento térmico deben seleccionarse de acuerdo con la aplicación de corte específica. HRC 62–64 no es una especificación de dureza universal para todas las hojas cortadoras de acero laminado en caliente.
Tolerancia y paralelismo del espesor de la hoja
La precisión de la hoja cambia con el diámetro exterior. Una tolerancia de espesor de ±0,001 mm no debe presentarse como tolerancia universal para todos los tamaños de hoja.
|
Diámetro exterior de la hoja
|
Tolerancia de espesor
|
Paralelismo
|
| ≤250 milímetros |
±0,001 mm |
0,002 milímetros |
| ≤340 milímetros |
±0,001 mm |
0,002 milímetros |
| ≤420 milímetros |
±0,001 mm |
0,002 milímetros |
| ≤550 milímetros |
±0,003 milímetros |
0,002 milímetros |
| ≤600 milímetros |
±0,005 mm |
0,005 milímetros |
En un sistema de corte con múltiples cuchillas, se pueden acumular errores dimensionales de cuchillas y espaciadores individuales. Por lo tanto, además del espesor de cada hoja individual, se debe controlar toda la pila de herramientas.
Planitud de la hoja por diámetro y espesor
La planitud de la hoja depende tanto del diámetro exterior como del espesor de la hoja.
|
Diámetro exterior de la hoja
|
Espesor ≤1mm
|
Espesor 1–2 mm
|
Espesor 2–5 mm
|
Espesor>5 milímetros
|
| ≤250 milímetros |
0,02 milímetros |
0,005 milímetros |
0,002 milímetros |
0,002 milímetros |
| ≤340 milímetros |
0,03 milímetros |
0,01mm |
0,005 milímetros |
0,002 milímetros |
| ≤420 milímetros |
0,04 milímetros |
0,02 milímetros |
0,01mm |
0,002 milímetros |
| ≤550 milímetros |
— |
— |
0,02 milímetros |
0,005 milímetros |
| ≤600 milímetros |
— |
— |
— |
0,01mm |
La planitud y el paralelismo adecuados ayudan a controlar el contacto de la hoja, la carga de corte localizada, el desgaste desigual y la variación en los bordes cortados acabados.
Rugosidad y acabado de la superficie
La rugosidad estándar de la superficie de la pala es Ra 0,2 μm. Para tamaños de precisión aplicables, la rugosidad de la superficie pulida puede alcanzar Ra 0,1 μm.
|
Parámetro de superficie
|
Especificación
|
| Rugosidad superficial estándar |
Ra 0,2 µm |
| Rugosidad de la superficie pulida |
Ra 0,1 µm |
| Principal rango aplicable para Ra 0,1 μm |
Tamaños de hoja correspondientes con diámetro exterior ≤420 mm |
| Acabado superficial |
Rectificado, lapeado y pulido |
El término original "Redondez de la superficie: Ra 0,1 μm" debe corregirse a "Rugosidad de la superficie", porque Ra se refiere a la rugosidad de la superficie en lugar de a la redondez.
Referencia de espacio libre de la hoja horizontal
La holgura horizontal de la hoja se selecciona inicialmente según el espesor de la tira y la resistencia a la tracción.
|
Material y resistencia a la tracción
|
Espacio libre horizontal como porcentaje del espesor de la tira
|
| Aluminio blando, cobre y latón, ≤100 MPa |
3%–5% |
| Acero dulce, aleación de cobre y aluminio duro, ≤240 MPa |
Aproximadamente 10% |
| Acero de dureza media y acero inoxidable blando, aproximadamente 420–620 MPa |
Aproximadamente 12%-15% |
| Acero inoxidable y acero de alta aleación, aproximadamente 700–1310 MPa |
Aproximadamente 15%-25% |
Para el acero laminado en caliente, los principales rangos de referencia son:
- Acero laminado en caliente más blando con resistencia a la tracción ≤240 MPa: juego inicial de aproximadamente el 10% del espesor de la banda.
- Acero laminado en caliente de resistencia media con resistencia a la tracción de aproximadamente 420 a 620 MPa: juego inicial de aproximadamente 12% a 15% del espesor de la banda.
Estos valores son referencias de configuración inicial. La holgura final debe ajustarse de acuerdo con el grado real del acero, el espesor, la condición del filo, la precisión de la máquina y el perfil de borde cortado requerido.
Una holgura excesiva puede provocar la formación de rebabas regulares. Un espacio libre insuficiente puede aumentar la compresión del material, la carga del borde o el desgaste anormal.
Cómo funcionan las cuchillas cortadoras rotativas
Después de que la bobina de acero laminada en caliente ingresa a la línea de corte, las cuchillas giratorias superior e inferior se montan en sus respectivos ejes. Las láminas, los espaciadores y las cuñas se disponen según el ancho de banda requerido.
El proceso de corte incluye:
- La bobina de acero laminada en caliente ingresa a la línea de corte.
- Las cuchillas giratorias están dispuestas en los ejes superior e inferior de acuerdo con los anchos objetivo.
- Los espaciadores de acero controlan las posiciones de las hojas y los anchos de las tiras terminadas.
- Las cuñas se utilizan para ajustar las posiciones de las hojas y el espacio horizontal.
- Las láminas superior e inferior forman el espacio horizontal requerido y se superponen.
- La bobina de acero se corta continuamente a medida que pasa a través de los bordes de la hoja.
- Los anillos de goma y los anillos extractores ayudan a sujetar, guiar y retirar la tira.
- Las tiras cortadas continúan retrocediendo o procesándose posteriormente.
La calidad del corte depende no sólo del filo de la hoja, sino también del estado del eje, la precisión de la hoja, el ajuste de la holgura y las dimensiones acumuladas de toda la pila de herramientas.
Herramientas completas para líneas de corte longitudinal de acero laminado en caliente
SENDA puede configurar hojas y herramientas de soporte de acuerdo con la máquina cortadora, los anchos de tira objetivo y la estructura de la pila de herramientas.
|
Componente de herramientas
|
Función principal
|
| Cuchillas cortadoras rotativas |
Realizar corte longitudinal continuo |
| Espaciadores de acero |
Controle la posición de la hoja y el ancho de la tira terminada |
| cuñas |
Ajuste la posición de la hoja y el espacio libre horizontal |
| Anillos NBR |
Recomendado para materiales laminados en caliente para sujeción, guiado y soporte de desforre. |
| Anillos de PU |
Opcional para materiales laminados en caliente. |
| Anillos pelacables de acero |
Aplicar presión, guiar y retirar las tiras estrechas. |
| Herramientas separadoras |
Separar y guiar las tiras cortadas. |
Para materiales laminados en caliente, los anillos NBR son la dirección recomendada, mientras que los anillos PU se pueden seleccionar según las condiciones de la máquina y de la superficie del material.
Cómo seleccionar cuchillas cortadoras rotativas para acero laminado en caliente
1. Confirme los parámetros del acero laminado en caliente
Por favor proporcione:
- Grado de acero laminado en caliente
- Grosor de la tira
- Resistencia a la tracción
- Condición de la superficie
Esta información se utiliza para determinar el material de la hoja, la dureza y el espacio libre horizontal inicial.
2. Confirme las dimensiones de la hoja y el eje
Por favor proporcione:
- Diámetro exterior de la hoja
- Diámetro interior de la hoja
- Grosor de la hoja
- Dimensiones del cenador
- Orificio y estructura de instalación.
- Dibujo de hoja existente o muestra física.
También se deben proporcionar todos los requisitos de dibujo en cuanto a planitud, paralelismo, concentricidad, radio, chaflán o geometría de vanguardia.
3. Confirmar las condiciones de producción.
Por favor proporcione:
- velocidad de corte
- Ancho de la franja objetivo
- Modelo de máquina cortadora
- Configuración de herramientas con múltiples cuchillas
Algunas líneas de corte longitudinal de alta velocidad que procesan acero laminado en frío y en caliente de aproximadamente 0,5 a 2,7 mm tienen una velocidad de referencia de la industria de aproximadamente 305 m/min. La velocidad de operación real aún depende del espesor de la banda, la resistencia a la tracción, las dimensiones de la hoja y las condiciones de la máquina. Esta velocidad no debe aplicarse de manera uniforme en todo el rango de espesor de 0,1 a 24 mm.
4. Confirme el problema de corte actual
Las fotografías del borde cortado, el filo de la hoja y el estado de desgaste pueden ayudar a evaluar:
- Posición y dirección de las rebabas
- Astillado de la hoja
- Desgaste desigual de la hoja
- Variación del ancho de la tira
- Atasco de cuchillo
- Desmontaje inestable
5. Confirmar los requisitos de herramientas de soporte
Confirme si el pedido requiere:
- Espaciadores de acero
- cuñas
- Anillos de NBR o PU
- Anillos pelacables de acero
- Herramientas separadoras
De la revisión del dibujo a la inspección dimensional
Las hojas cortadoras de acero laminado en caliente deben coincidir con los ejes, espaciadores y conjunto completo de herramientas existentes del cliente. SENDA puede fabricar según los planos del cliente, las dimensiones de las palas existentes o muestras físicas. El dibujo aprobado se utiliza como base para la producción y la inspección del producto terminado.
Revisión de dibujos y parámetros
Antes de la producción, se revisa la información técnica para confirmar:
- Diámetro exterior, diámetro interior y espesor de la hoja
- Dimensiones de ajuste entre orificio y eje
- Requisitos de planitud y paralelismo.
- Requisitos de concentricidad
- Radio, chaflán y estructura de vanguardia
- Tolerancias dimensionales y datos de inspección mostrados en el dibujo.
El material de la hoja, la dureza y el grado de precisión también se seleccionan según el espesor del acero laminado en caliente, la resistencia a la tracción y las condiciones reales de corte.

Inspección dimensional de la hoja terminada
Después del mecanizado, las dimensiones de la hoja terminada y el estado de la superficie se verifican de acuerdo con los planos aprobados y los requisitos del pedido. Esto ayuda a confirmar que las hojas coincidan con los ejes y la configuración de herramientas existentes del cliente.
Los elementos de inspección pueden incluir:
- Diámetro exterior
- Diámetro interior
- Grosor de la hoja
- Dimensiones especificadas en el dibujo
- Estado de vanguardia y superficie
- Ajuste dimensional de juegos de herramientas completos
Proceso de fabricación
SENDA fabrica herramientas de corte industrial a partir de aceros para herramientas de aleación forjada, aceros de alta velocidad, aceros patentados y aceros pulvimetalúrgicos de alto rendimiento.
El principal proceso de fabricación incluye:
- Revisión de aplicaciones y dibujos.
- Material de la hoja y confirmación de dureza.
- Preparación de materias primas y forja.
- Tratamiento térmico al vacío o tratamiento térmico en baño de sal.
- templado
- Mecanizado dimensional CNC
- Rectificado cilíndrico interno y externo
- Rectificado de superficies de precisión
- Procesamiento de vanguardia
- Lapeado o pulido
- Inspección dimensional y superficial.
- Prevención de oxidación y embalaje.
La ruta de producción real puede variar según el material de la hoja, las dimensiones y los requisitos de precisión.
Inspección y Control de Calidad
SENDA utiliza análisis de materiales, inspección dimensional e inspección de superficies para controlar las materias primas, los procesos de fabricación y las palas terminadas.
|
Artículo de inspección
|
Contenido de inspección
|
| Análisis espectral |
Comprueba la composición química del material. |
| Análisis metalográfico |
Evalúa la microestructura del material. |
| Pruebas no destructivas |
Comprueba defectos de material o producto. |
| Inspección de diámetro exterior e identificación |
Comprueba los diámetros exterior e interior según el plano aprobado. |
| Inspección de espesor |
Comprueba el espesor de la hoja |
| Inspección de planitud |
Comprueba la planitud de la hoja |
| Inspección de paralelismo |
Comprueba el paralelismo entre las superficies de trabajo. |
| Inspección de concentricidad |
Comprueba la relación concéntrica entre el orificio y el diámetro exterior. |
| Inspección de rugosidad superficial |
Comprueba la rugosidad de la superficie esmerilada o pulida. |
| Inspección de vanguardia |
Comprueba el estado de astillado, rebabas y rectificado. |
Los elementos de inspección específicos se determinan según el material de la hoja, las dimensiones, los dibujos y los requisitos del pedido.
Embalaje y entrega
|
Artículo
|
Especificación
|
| Cantidad mínima de pedido |
2 piezas |
| El tiempo de entrega |
30–35 días |
| Protección contra el óxido |
Aceite antioxidante |
| Protección interior |
Envoltorio plástico protector |
| Embalaje exterior |
Fuerte caja de madera contrachapada |
| Condiciones de pago |
LC, D/A, D/P, T/T, Western Union |
| Proceso de dar un título |
Norma ISO 9001 |
| Lugar de origen |
Porcelana |
Antes del embalaje, las hojas reciben protección contra la oxidación. La envoltura protectora de plástico y una resistente caja de madera contrachapada ayudan a reducir el riesgo de humedad, corrosión y daños durante el transporte.
Preguntas frecuentes
¿Qué materiales están disponibles para las cuchillas cortadoras de acero laminado en caliente?
Los materiales disponibles incluyen LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 y Cr12MoV. LS7, LS6 y LS13 se seleccionan según el espesor del acero laminado en caliente. Otros materiales se seleccionan según la resistencia de la tira, el estado de la superficie y los requisitos reales de corte.
¿Qué espesor de acero laminado en caliente pueden procesar las hojas?
El rango actual de espesor de corte es de 0,1 a 24 mm. Diferentes espesores, resistencias y condiciones de la máquina requieren diferentes materiales de hoja, dureza, dimensiones, espacio libre y velocidades de operación.
¿HRC 62–64 es adecuado para todos los materiales de pala?
No. HRC 62–64 solo está disponible para las especificaciones de hojas de acero para herramientas aplicables. Los aceros de la serie LS, HSS, los materiales de la serie SD y otros grados requieren una selección de dureza de acuerdo con las propiedades de sus materiales y las condiciones de operación reales.
¿Qué espacio horizontal se debe utilizar para cortar acero laminado en caliente?
Para acero laminado en caliente más blando con una resistencia a la tracción ≤240 MPa, se puede utilizar aproximadamente el 10% del espesor de la banda como referencia inicial. Para acero laminado en caliente de resistencia media a aproximadamente 420–620 MPa, se puede utilizar aproximadamente entre el 12 % y el 15 % como referencia inicial. La holgura final debe ajustarse según el perfil real del borde cortado, el estado de las rebabas, la precisión de la máquina y el estado de la hoja.
¿Qué precisión de cuchilla puede proporcionar SENDA?
Dependiendo del diámetro de la hoja, la tolerancia del espesor puede alcanzar ±0,001 mm y el paralelismo puede alcanzar 0,002 mm. La rugosidad de la superficie estándar es Ra 0,2 μm, mientras que las especificaciones de pulido aplicables pueden alcanzar Ra 0,1 μm.
¿Qué información se requiere para una cotización?
Proporcione el grado de acero laminado en caliente, el espesor, la resistencia a la tracción, la velocidad de corte, el ancho de la tira objetivo, el diámetro exterior de la hoja × el diámetro interno × T, las dimensiones del eje, el material actual de la hoja, los problemas de corte actuales, el dibujo y la cantidad requerida.
Información requerida para una cotización personalizada
Para determinar el material de la hoja, la dureza, la precisión dimensional y la configuración de herramientas adecuados, proporcione:
- Grado de acero laminado en caliente
- Espesor del acero laminado en caliente
- Resistencia a la tracción
- velocidad de corte
- Ancho de la franja objetivo
- Diámetro exterior de la hoja, diámetro interior y espesor.
- Dimensiones del cenador
- Material de la hoja actual
- Problema actual de rebabas, astillas o desgaste
- Espaciadores, anillos de goma o anillos extractores necesarios
- Dibujo técnico de la hoja.
- Fotos de palas existentes o dimensiones físicas.
- Cantidad requerida
Cargue el dibujo de su hoja y proporcione el espesor del acero laminado en caliente, la resistencia a la tracción y los parámetros de la línea de corte para el material, la tolerancia dimensional y una revisión completa de las herramientas.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!