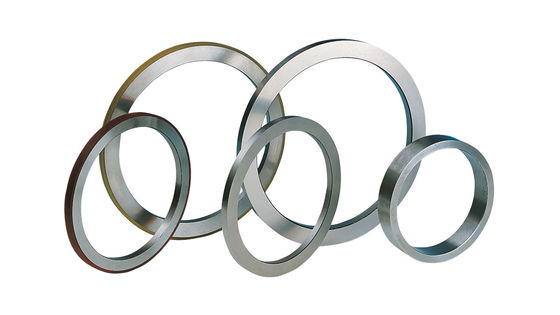
SENDA fabrica cuchillas cortadoras rotativas HRC55 para el corte longitudinal continuo de láminas, bobinas y tiras de acero inoxidable.
Cada hoja se personaliza según el grado de acero inoxidable, el espesor del material, la resistencia a la tracción, la velocidad de corte, las dimensiones del eje y las condiciones de la máquina. D2 y SKD11 están disponibles como opciones principales de materiales de hoja, con un rango de dureza de HRC 55–57.
Para los tamaños de hoja aplicables, la tolerancia del espesor se puede controlar hasta ±0,001 mm, el paralelismo hasta 0,002 mm y la rugosidad de la superficie pulida hasta Ra 0,1 μm.
Información clave del producto
|
Artículo
|
Especificación
|
| Material de la hoja |
D2/SKD11 |
| Dureza |
CDH 55–57 |
| Dimensiones |
Personalizado según dibujos. |
| Cantidad mínima de pedido |
2 piezas |
| Plazo de entrega |
Alrededor de 35 días |
| Embalaje |
Caja de madera |
| Reafilado |
Disponible para clientes extranjeros |
Descripción general del producto
Las cuchillas cortadoras rotativas HRC55 se instalan en los ejes superior e inferior de las máquinas cortadoras de acero inoxidable. Las hojas utilizan un espacio horizontal controlado y una superposición vertical para dividir continuamente láminas o bobinas de acero inoxidable en tiras más estrechas.
Las aplicaciones típicas incluyen:
- Líneas de corte longitudinal de bobinas de acero inoxidable.
- Máquinas cortadoras de chapa de acero inoxidable.
- Producción de flejes de acero inoxidable.
- Centros de servicio de procesamiento de metales.
- Procesamiento de tiras de acero inoxidable de precisión
- Recorte de bordes de acero inoxidable
- Sistemas de corte con múltiples cuchillas
El resultado final del corte no está determinado únicamente por la dureza. El material de la hoja, la precisión dimensional, la geometría del filo, la condición del eje, la configuración del espaciador y los parámetros de instalación también deben adaptarse a la aplicación.
Antes de la producción, SENDA revisa el grado del acero inoxidable, el espesor, la resistencia a la tracción, las dimensiones de la hoja y las condiciones de la máquina.
Problemas comunes en el corte longitudinal de acero inoxidable
Rebabas excesivas en los bordes
El exceso de rebabas puede estar relacionado con un espacio horizontal incorrecto, bordes cortantes desgastados, errores en la instalación de la hoja o descentramiento del eje.
El espesor y el paralelismo de la hoja también afectan la posición de corte entre las hojas superior e inferior. En los sistemas de corte con múltiples cuchillas, las desviaciones dimensionales en las cuchillas individuales y los espaciadores pueden acumularse y cambiar el espacio de corte real.
Por lo tanto, el control de las rebabas requiere una evaluación tanto de las hojas como de la configuración completa de las herramientas.
Astillado de vanguardia
El astillado de la hoja no siempre se debe a una dureza insuficiente.
Si la dureza es demasiado alta sin suficiente tenacidad, se pueden producir astillas locales al cortar acero inoxidable de alta resistencia, al operar con una superposición excesiva de la hoja o al encontrar un impacto anormal.
Si la dureza es demasiado baja, el desgaste del filo y la frecuencia de reafilado pueden aumentar.
Por lo tanto, la gama HRC 55–57 debe coincidir con la condición de tratamiento térmico de D2 o SKD11, la resistencia del acero inoxidable, el espesor del material y la carga de la máquina.
Desgaste desigual de la hoja
El desgaste unilateral o localizado de la cuchilla puede estar relacionado con:
- Planicidad o paralelismo de la hoja
- Descentramiento del cenador
- Configuración del espesor del espaciador
- Condición de bloqueo de herramientas
- Carga desigual
- Variaciones en el espesor del acero inoxidable.
- Coincidencia incorrecta entre la hoja y la pieza de trabajo
Antes de reemplazar las hojas, también se deben inspeccionar los ejes, los espaciadores, los anillos de extracción y las condiciones de instalación.
Ancho de tira inestable
La variación del ancho de la tira puede deberse al espesor de la hoja, la precisión del espaciador, el posicionamiento del eje, el bloqueo de las herramientas o el seguimiento del material.
Para líneas de corte longitudinal de múltiples hojas, el control dimensional debe cubrir el conjunto completo de herramientas en lugar de solo las hojas cortadoras rotativas individuales.
Por qué se debe igualar el material de la hoja, la dureza y la precisión
HRC55 no es el único factor de selección
HRC55 indica el nivel de dureza Rockwell de la hoja, pero no puede determinar de forma independiente si la hoja es adecuada para una línea de corte longitudinal de acero inoxidable en particular.
La selección de la hoja también debe considerar:
- Grado de acero inoxidable
- Espesor del material
- Resistencia a la tracción o dureza
- velocidad de corte
- Ancho de tira requerido
- Diámetro exterior de la hoja, diámetro interior y espesor.
- Condiciones de la máquina y del eje
- Problemas existentes de rebabas, astillas o desgaste.
D2 y SKD11 se pueden tratar térmicamente dentro del rango HRC 55–57. El material final y la configuración del tratamiento térmico deben seleccionarse de acuerdo con las condiciones de funcionamiento reales.
La tolerancia del espesor afecta el ensamblaje de herramientas
Para los tamaños de hoja aplicables, SENDA puede controlar la tolerancia del espesor de la hoja hasta ±0,001 mm.
En un conjunto de herramientas de múltiples hojas, los espesores de las hojas y los espaciadores determinan el ancho acumulado de las herramientas. Una desviación acumulada excesiva puede resultar en una variación del ancho de la tira o una diferencia entre el espacio de corte real y el diseñado.
El valor de ±0,001 mm no se aplica a todos los diámetros y espesores. Las tolerancias finales se confirman según las dimensiones de la hoja y el grado de precisión requerido.
El paralelismo afecta el contacto de la hoja
Para los tamaños de hoja aplicables, el paralelismo se puede controlar hasta 0,002 mm.
La desviación del paralelismo puede causar contacto localizado, carga desigual o desgaste inconsistente del filo. El paralelismo controlado ayuda a mantener la posición de contacto prevista entre las hojas superior e inferior.
La rugosidad de la superficie afecta la fricción y el contacto
La superficie de rectificado fino estándar puede alcanzar Ra 0,2 μm.
Para los tamaños de hoja aplicables, está disponible una superficie pulida de hasta Ra 0,1 μm.
El acabado superficial requerido debe seleccionarse de acuerdo con los requisitos de la superficie del acero inoxidable, la adhesión del material, la velocidad de corte y las condiciones de operación.
Solución de cuchilla cortadora rotativa SENDA HRC55
Personalizado según dibujos y condiciones de funcionamiento
SENDA fabrica cuchillas cortadoras rotativas HRC55 según los dibujos del cliente, muestras físicas o las dimensiones de las cuchillas existentes.
Los artículos personalizables incluyen:
- Diámetro exterior
- Diámetro interior
- Grosor de la hoja
- Ajuste del orificio
- Geometría del filo
- Dureza
- Llanura
- Paralelismo
- Rugosidad de la superficie
- Protección contra el óxido
- Método de embalaje
El grado del acero inoxidable, el rango de espesor, la resistencia a la tracción, la velocidad de corte y las condiciones de la máquina se revisan antes de la producción.
Opciones de materiales D2 y SKD11
D2 y SKD11 son aceros para herramientas de trabajo en frío que se utilizan para hojas de corte de metal.
La selección final del material depende de:
- Resistencia del acero inoxidable
- Espesor del material
- Carga de vanguardia
- Modo de desgaste esperado
- Riesgo de astillado
- Requisitos de reafilado
- Condiciones de la línea de corte longitudinal
El valor HRC 55–57 que se muestra en esta página es el rango de dureza de la hoja disponible. Esto no significa que cada aplicación utilice un proceso de tratamiento térmico idéntico.
Rectificado de precisión y control dimensional
SENDA controla los siguientes elementos según las dimensiones de la pala y plano aprobado:
- Grosor de la hoja
- Llanura
- Paralelismo
- Dimensiones del agujero
- Concentricidad o descentramiento radial
- Estado de vanguardia
- Rugosidad de la superficie
Para tamaños de hoja aplicables:
- La tolerancia del espesor puede alcanzar ±0,001 mm.
- El paralelismo puede alcanzar 0,002 mm.
- La rugosidad de la superficie estándar puede alcanzar Ra 0,2 μm
- La rugosidad de la superficie pulida puede alcanzar Ra 0,1 μm.
Soporte completo para herramientas de corte
Además de las cuchillas cortadoras giratorias, SENDA puede proporcionar componentes de herramientas compatibles según el ancho de tira requerido, el método de extracción del material y la estructura de la máquina.
Los componentes disponibles incluyen:
- Espaciadores de acero
- cuñas
- anillos de PU
- anillos de goma
- Anillos separadores
- Anillos pelacables de acero
Las hojas, los espaciadores y los componentes de extracción deben configurarse como un sistema de herramientas completo para reducir el desajuste dimensional y la extracción de material inestable.
Especificaciones técnicas
|
Parámetro
|
Especificación
|
| Nombre del producto |
Cuchillas cortadoras rotativas HRC55 |
| Solicitud |
Corte longitudinal de láminas, bobinas y tiras de acero inoxidable |
| Material de la hoja |
D2/SKD11 |
| Dureza |
CDH 55–57 |
| Diámetro exterior |
Personalizado según dibujo. |
| Diámetro interior |
Personalizado según las dimensiones del eje. |
| Grosor de la hoja |
Personalizado según la configuración de herramientas |
| Tolerancia de espesor |
Hasta ±0,001 mm para los tamaños de hoja aplicables |
| Paralelismo |
Hasta 0,002 mm, dependiendo de las dimensiones |
| Llanura |
Controlado según el diámetro de la hoja, el espesor y los requisitos de dibujo. |
| Tolerancia del orificio |
Según el plano aprobado y el ajuste del eje. |
| Concentricidad / Desviación radial |
Según el plano aprobado y los datos de inspección. |
| Rugosidad superficial estándar |
Ra 0,2 µm |
| Rugosidad de la superficie pulida |
Hasta Ra 0,1 μm para los tamaños de hoja aplicables |
| Geometría de borde |
Personalizado según la aplicación de corte |
| Base de fabricación |
Dibujo, muestra o dimensiones de hoja existentes. |
| Herramientas a juego |
Espaciadores, cuñas, anillos de PU, anillos de goma y anillos extractores. |
| Cantidad mínima de pedido |
2 piezas |
| Plazo de entrega |
Alrededor de 35 días |
| Embalaje estándar |
Caja de madera |
| Servicio de reafilado |
Disponible para clientes extranjeros |
| Proceso de dar un título |
Norma ISO 9001 |
| País natal |
Porcelana |
Nota:Los valores de precisión enumerados no se aplican a todos los tamaños de hoja. Las tolerancias finales y los criterios de inspección se confirman según el diámetro de la hoja, el espesor, el material y el plano aprobado.
Aplicaciones de corte longitudinal de acero inoxidable
Las cuchillas cortadoras rotativas HRC55 se utilizan para el corte longitudinal de láminas, bobinas y tiras de acero inoxidable.
La configuración de la hoja debe seleccionarse según el grado específico de acero inoxidable y las condiciones de funcionamiento.
Los diferentes grados de acero inoxidable pueden tener diferentes:
- Resistencia a la tracción
- Comportamiento de endurecimiento del trabajo
- Requisitos de superficie
- Requisitos de corte de bordes
- Riesgos de astillado y desgaste
La descripción general “acero inoxidable” no es suficiente para la selección final de la hoja. Los clientes deben proporcionar información sobre el grado del material, el rango de espesor y la resistencia.
Cómo funcionan las cuchillas cortadoras rotativas HRC55
Las cuchillas cortadoras giratorias normalmente se instalan en pares en los ejes superior e inferior.
A medida que el acero inoxidable pasa a través de la máquina, las cuchillas superior e inferior crean una acción de corte continua a través de un espacio horizontal controlado y una superposición vertical.
La condición de corte final se ve afectada por:
- Material de la hoja y dureza.
- Estado de vanguardia
- Espacio libre horizontal
- superposición vertical
- Precisión del cenador
- Paralelismo de la hoja
- Configuración del espesor del espaciador
- Disposición del anillo separador
- Espesor del material
- Resistencia a la tracción
- Velocidad de la línea de producción
No se debe aplicar una única relación de holgura fija a todos los grados de acero inoxidable.
El espacio libre horizontal debe seleccionarse según el grado del acero inoxidable, el espesor del material, la resistencia a la tracción, la condición requerida del borde y la condición de la máquina.
Un espacio libre insuficiente puede aumentar la carga de corte, el desgaste y el riesgo de astillamiento. Una holgura excesiva puede dar lugar a una zona de fractura más amplia, aumento de rebabas o deformación de los bordes.
Cómo seleccionar la cuchilla cortadora HRC55 correcta
Confirme el material de acero inoxidable
Por favor proporcione:
- Grado de acero inoxidable
- Serie SUS
- Estado de los materiales
- Resistencia a la tracción
- Límite elástico o dureza
El grado y la resistencia del material afectan el material de la hoja, la dureza, la geometría del borde y la holgura de corte.
Confirme el espesor del material
Por favor proporcione:
- Espesor de funcionamiento normal
- Espesor mínimo
- Espesor máximo
- Si el espesor cambia durante la producción
El espesor del material afecta la carga de la hoja, las dimensiones, el espacio libre y los requisitos de superposición.
Confirme las dimensiones de la hoja
La información recomendada incluye:
- Diámetro exterior
- Diámetro interior
- Grosor de la hoja
- Chavetero o estructura de montaje
- Geometría del filo
- Material de la hoja existente
- Dureza de la hoja existente
Se prefiere un dibujo técnico. Cuando no hay dibujos disponibles, los clientes pueden proporcionar fotografías, dimensiones o muestras físicas de las palas existentes.
Confirmar la máquina y los parámetros de producción.
Por favor proporcione:
- Modelo de máquina cortadora
- Dimensiones del cenador
- velocidad de corte
- Ancho de tira requerido
- Número de hojas en cada juego de herramientas
- Método de bloqueo de herramientas
- Configuración existente del espaciador y del anillo de extracción
Las hojas deben coincidir con los ejes y el sistema de herramientas completo. No deben fabricarse utilizando únicamente información sobre el diámetro exterior y el diámetro interior.
Describir los problemas de corte existentes
Explique cualquier problema actual, incluido:
- Rebabas excesivas
- Astillado de vanguardia
- Rectificado frecuente
- Desgaste desigual de las cuchillas superior e inferior
- Ancho de tira inestable
- Arañazos en la superficie del acero inoxidable.
- Adhesión de materiales
- Decapado de material inestable
SENDA puede revisar si las palas, la holgura, los espaciadores, los ejes y las condiciones de instalación deben ajustarse juntos.
Proceso de fabricación
La ruta de fabricación de las cuchillas cortadoras rotativas HRC55 se determina según el material, las dimensiones, la estructura y los requisitos de precisión de la cuchilla.
Un proceso típico incluye:
- Revisión de dibujos y aplicaciones.
- Selección del material de la hoja
- Inspección de materia prima
- Preparación en blanco o forja.
- Tratamiento térmico y templado.
- Mecanizado en bruto CNC
- Mecanizado interior y exterior
- Rectificado de superficies de precisión
- Mecanizado de vanguardia
- Esmerilado o pulido fino
- Desmagnetización y prevención de oxidación.
- Inspección final
- Embalaje en caja de madera
Las hojas delgadas, las hojas de gran diámetro y las geometrías de borde especiales pueden requerir controles diferentes durante el tratamiento térmico y el rectificado.
Inspección y Control de Calidad
SENDA fue fundada en 1998 y cuenta con más de 100 empleados. La producción y la inspección se gestionan bajo un sistema de gestión de calidad ISO 9001.
Dependiendo del pedido y del plano aprobado, los elementos de inspección pueden incluir:
- Material de la hoja
- Dureza
- Diámetro exterior
- Diámetro interior
- Grosor de la hoja
- Llanura
- Paralelismo
- Concentricidad o descentramiento radial
- Rugosidad de la superficie
- Estado de vanguardia
- Arañazos superficiales
- Astillas y rebabas
- Marcado del producto
- Protección contra el óxido
- Condición de embalaje
Los requisitos de inspección final se basan en el dibujo, el pedido y el acuerdo técnico aprobados.
Servicio de reafilado en el extranjero
SENDA ofrece servicios de reafilado de regreso a fábrica para clientes extranjeros.
Antes del reafilado, se evalúan las hojas usadas para determinar:
- Desgaste del filo
- Profundidad de astillado
- Dimensiones restantes de la hoja
- Estado del material y dureza.
- Historial de rectificado anterior
- Planitud y paralelismo
- Grietas o daños anormales
Cuando las hojas siguen siendo aptas para el reafilado, SENDA puede realizar restauración de bordes, rectificado de precisión, reinspección dimensional, prevención de oxidación y reembalaje.
No todas las hojas usadas se pueden reafilar. Es posible que sea necesario reemplazar las cuchillas con desconchones profundos, dimensiones restantes insuficientes o daños estructurales.
Embalaje, MOQ y entrega
Cantidad mínima de pedido
La cantidad mínima de pedido es:
2 piezas
Esto admite especificaciones personalizadas, confirmación de muestras y requisitos de reemplazo de lotes pequeños.
Plazo de entrega
El plazo de entrega estándar es:
Alrededor de 35 días
El tiempo de entrega final depende del material de la hoja, las dimensiones, la cantidad, la ruta de tratamiento térmico y los requisitos de precisión.
Embalaje estándar
El embalaje estándar es una caja de madera.
La preparación del embalaje normalmente incluye:
- Limpieza de cuchillas
- Protección contra el óxido
- Protección del borde de corte
- Fijación individual o en capas
- Refuerzo interno de la caja de madera
- Inspección de marcado externo
El método de embalaje se ajusta según las dimensiones de la hoja, el peso y la cantidad del pedido.
Preguntas frecuentes
¿Es HRC55 adecuado para todas las aplicaciones de corte longitudinal de acero inoxidable?
No.
HRC55 es un requisito de dureza de la hoja. También debe evaluarse junto con el material de la hoja, el grado del acero inoxidable, el espesor del material, la resistencia a la tracción, la velocidad de corte y el riesgo de astillado.
¿Cómo debo elegir entre D2 y SKD11?
Tanto D2 como SKD11 se pueden utilizar para hojas de corte de metal.
La selección final depende de la resistencia, el espesor, la carga de corte, el modo de desgaste esperado, el riesgo de astillado y los requisitos de reafilado del acero inoxidable.
SENDA confirma la configuración del material y del tratamiento térmico después de revisar las condiciones de operación.
¿SENDA puede fabricar palas según planos?
Sí.
SENDA puede fabricar cuchillas cortadoras rotativas según los dibujos del cliente, las dimensiones de las cuchillas existentes o muestras físicas.
Preferiblemente, los dibujos deben incluir el diámetro exterior, el diámetro interior, el espesor, las tolerancias, la geometría del borde y los requisitos del material.
¿Qué precisión puede aportar SENDA?
Para tamaños de hoja aplicables:
- La tolerancia del espesor puede alcanzar ±0,001 mm.
- El paralelismo puede alcanzar 0,002 mm.
- La rugosidad de la superficie estándar puede alcanzar Ra 0,2 μm
- La rugosidad de la superficie pulida puede alcanzar Ra 0,1 μm.
La precisión final se confirma según las dimensiones de la hoja y los requisitos del dibujo.
¿SENDA puede suministrar espaciadores y anillos pelacables?
Sí.
SENDA puede proporcionar espaciadores de acero, cuñas, anillos de PU, anillos de goma, anillos separadores y anillos extractores de acero para configuraciones completas de herramientas de corte longitudinal.
¿SENDA ofrece reafilado a clientes extranjeros?
Sí.
Antes de rectificar, se deben evaluar las hojas para detectar desgaste, astillas, dimensiones restantes, condición del material e historial de rectificado previo.
¿Qué información se requiere para una cotización?
Por favor proporcione:
- Grado de acero inoxidable
- Rango de espesor del material
- Resistencia a la tracción o dureza
- velocidad de corte
- Ancho de tira requerido
- Diámetro exterior de la hoja, diámetro interior y espesor.
- Modelo de máquina cortadora
- Dibujo o muestra
- Material de la hoja existente
- Problemas actuales de corte
- Cantidad requerida
- Requisitos de herramientas coincidentes
Información de consulta
Para una revisión de la solicitud y una cotización, proporcione:
- Grado de acero inoxidable
- Espesor mínimo y máximo del material.
- Resistencia a la tracción o dureza
- velocidad de corte
- Ancho de tira requerido
- Hoja OD × ID × espesor
- Modelo de máquina cortadora y dimensiones del eje.
- Material y dureza de la hoja existente
- Problemas actuales de rebabas, desconchones o desgaste.
- Espaciadores, cuñas, anillos de PU o anillos extractores necesarios
- Dibujo, fotografías o información de muestra.
- Cantidad requerida

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!